��ӺY
��ӺY���S��ֱ�N���r�����
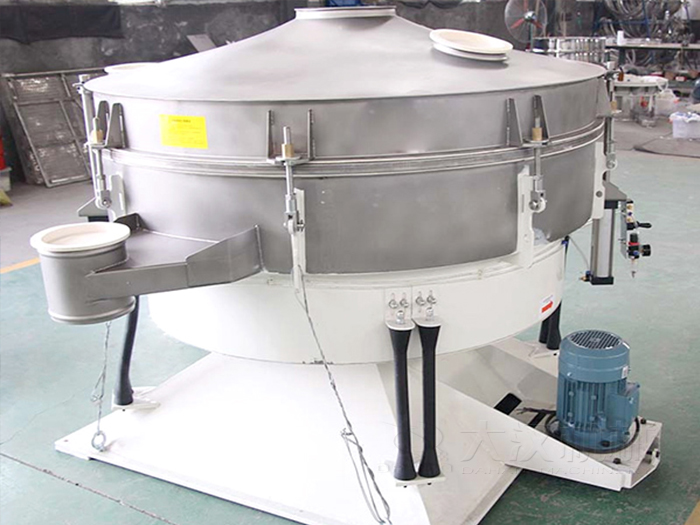
ֱ����ӺY��������ӺY����̖����ȫ

��ӺY���S��ֱ�N���r�����
ֱ����ӺY��������ӺY����̖����ȫ
�l���r�g��2020-09-07 09:50:05 �� �ߣ�admin �� Դ��δ֪
���˜�Ҏ������ӕrЧ��ˇ�������x���gҪ�����ӕrЧЧ���u���k����
���˜��m���ڲ��|��̼�ؽY��䓣��ͺϽ�䓣����P䓣��T�F����ɫ���٣��~���X���\����Ͻ𣩵��T����呼������Ӽ�����ӕrЧ̎����
2.1 ���l����-�����������l�ʾ�������С�{����^�̷Q���l���S���l�ʵ�׃�����������푑��l��׃������ӳ���푑��c�l��֮�g�Pϵ���������Q���l�������� a-f �Q����l�������� a-f �Q���ٶ��l�������� ע��a��ʾ����� a��ʾ���ٶȣ� f��ʾ�l��
2.2 �����c-��ӕrЧ�r���������ڹ����ϵĿ����c�Q�����c��
3.2.1 �O��ļ����l�ʑ����ڹ����Ĺ����l�ʡ�
3.2.2 �O��ļ����l��С�ڹ����Ĺ����l�ʕr������ȡ���l����Q���l�������l�ȴ�ʩ��
3.2.3 �O��ļ���������ʹ�����Ȯa���Ąӑ����鹤��������1/3~2/3��
3.2.4 �O�䑪�߂��ԄӒ��l���Ԅ�ӛ䛒��l������ָʾ��Ӽ��ٶ�ֵ��늙C���ֵ�Ĺ��ܣ����پ��ȑ��_��±1r/min��
3.3.1 ����ʹ����̎�����ɠ�B������ȡ���c�����c����֧�ι�����֧��λ�Ñ��������l�ʵĹ���̎������ʹ�����ɞ�ɶ˺�֧��ұۣ��t����ȡ�����b����
3.3.2 �����������Եع̶��ڹ����Ą����^��������^��̎�������ʹ̶��ڹ����ď��Ⱥ̈́��ȺܵͲ�λ�����ı���ƽ��ȣ���
Copyright © 2007-2013 ���l�д�h��ӺY�S�� | All Rights Reserved �䰸��̖��ԥICP��09002479̖-2
��I���ˠI�I����(ע��̖):410721100003866